رائل ګروپ 201 202 204 بې سیمه سټینلیس سټیل پایپ





| د محصول نوم | د سټینلیس سټیل ګرد پایپ |
| معیاري | ASTM AISI DIN، EN، GB، JIS |
| د فولادو درجه
| د ۲۰۰ لړۍ: ۲۰۱،۲۰۲ |
| ۳۰۰ لړۍ: ۳۰۱،۳۰۴،۳۰۴L، ۳۱۶،۳۱۶L، ۳۱۶Ti، ۳۱۷L، ۳۲۱،۳۰۹s، ۳۱۰s | |
| د ۴۰۰ لړۍ: ۴۰۹L، ۴۱۰،۴۱۰s، ۴۲۰j۱، ۴۲۰j۲، ۴۳۰، ۴۴۴، ۴۴۱، ۴۳۶ | |
| ډوپلیکس فولاد: 904L، 2205، 2507، 2101، 2520، 2304 | |
| بهرنۍ قطر | ۶-۲۵۰۰ ملي متره (لکه څنګه چې اړتیا وي) |
| ضخامت | 0.3 ملي متره-150 ملي متره (لکه څنګه چې اړتیا وي) |
| اوږدوالی | ۲۰۰۰ ملي متره/۲۵۰۰ ملي متره/۳۰۰۰ ملي متره/۶۰۰۰ ملي متره/۱۲۰۰۰ ملي متره (لکه څنګه چې اړتیا وي) |
| تخنیک | بې سیمه |
| سطحه | نمبر ۱ ۲B BA ۶K ۸K هنداره نمبر ۴ HL |
| زغم | ±۱٪ |
| د نرخ شرایط | د FOB، CFR، CIF |










د سټینلیس سټیل پایپ یو ډول خالي اوږد ګرد فولاد دی، کوم چې په عمده توګه په صنعتي ترانسپورت پایپ لاینونو لکه پټرولیم، کیمیاوي صنعت، طبي درملنې، خواړه، سپک صنعت، میخانیکي وسایلو، او نورو کې کارول کیږي، او همدارنګه میخانیکي ساختماني اجزاو کې. سربیره پردې، کله چې د خم کولو او تورشنل ځواک یو شان وي، وزن یې سپک وي، نو دا د میخانیکي برخو او انجینرۍ جوړښتونو په جوړولو کې هم په پراخه کچه کارول کیږي. همدارنګه په عام ډول د فرنیچر او پخلنځي سامانونو په توګه کارول کیږي، او داسې نور.
یادښت:
۱. وړیا نمونې اخیستل، د پلور وروسته ۱۰۰٪ د کیفیت تضمین، د هر ډول تادیې طریقې ملاتړ کول؛
۲. د ګرد کاربن فولادو پایپونو نور ټول مشخصات ستاسو د اړتیا سره سم شتون لري (OEM او ODM)! د فابریکې قیمت به تاسو د ROYAL GROUP څخه ترلاسه کړئ.
د سټینلیس سټیل پایپ کیمیاوي جوړښتونه
| کیمیاوي جوړښت٪ | ||||||||
| درجه | C | Si | Mn | P | S | Ni | Cr | Mo |
| ۲۰۱ | ≤0 .۱۵ | ≤0 .75 | ۵. ۵-۷. ۵ | ≤0.06 | ≤ ۰.۰۳ | ۳.۵ -۵.۵ | ۱۶ .۰ -۱۸.۰ | - |
| ۲۰۲ | ≤0 .۱۵ | ≤l.0 | ۷.۵-۱۰.۰ | ≤0.06 | ≤ ۰.۰۳ | ۴.۰-۶.۰ | ۱۷.۰-۱۹.۰ | - |
| ۳۰۱ | ≤0 .۱۵ | ≤l.0 | ≤2.0 | ≤0.045 | ≤ ۰.۰۳ | ۶.۰-۸.۰ | ۱۶.۰-۱۸.۰ | - |
| ۳۰۲ | ≤0 .۱۵ | ≤۱.۰ | ≤2.0 | ≤0.035 | ≤ ۰.۰۳ | ۸.۰-۱۰.۰ | ۱۷.۰-۱۹.۰ | - |
| ۳۰۴ | ≤0 .0.08 | ≤۱.۰ | ≤2.0 | ≤0.045 | ≤ ۰.۰۳ | ۸.۰-۱۰.۵ | ۱۸.۰-۲۰.۰ | - |
| ۳۰۴ لیټره | ≤0.03 | ≤۱.۰ | ≤2.0 | ≤0.035 | ≤ ۰.۰۳ | ۹.۰-۱۳.۰ | ۱۸.۰-۲۰.۰ | - |
| د 309S معرفي کول | ≤0.08 | ≤۱.۰ | ≤2.0 | ≤0.045 | ≤ ۰.۰۳ | ۱۲.۰-۱۵.۰ | ۲۲.۰-۲۴.۰ | - |
| ۳۱۰ ایس | ≤0.08 | ≤۱.۵ | ≤2.0 | ≤0.035 | ≤ ۰.۰۳ | ۱۹.۰-۲۲.۰ | ۲۴.۰-۲۶.۰ | |
| ۳۱۶ | ≤0.08 | ≤۱.۰ | ≤2.0 | ≤0.045 | ≤ ۰.۰۳ | ۱۰.۰-۱۴.۰ | ۱۶.۰-۱۸.۰ | ۲.۰-۳.۰ |
| ۳۱۶ لیټره | ≤0 .03 | ≤۱.۰ | ≤2.0 | ≤0.045 | ≤ ۰.۰۳ | ۱۲.۰ - ۱۵.۰ | ۱۶ .۰ -۱ ۸.۰ | ۲.۰ -۳.۰ |
| ۳۲۱ | ≤ ۰ .۰۸ | ≤۱.۰ | ≤2.0 | ≤0.035 | ≤ ۰.۰۳ | ۹.۰ - ۱۳.۰ | ۱۷.۰ -۱ ۹.۰ | - |
| ۶۳۰ | ≤ ۰ .۰۷ | ≤۱.۰ | ≤۱.۰ | ≤0.035 | ≤ ۰.۰۳ | ۳.۰-۵.۰ | ۱۵.۵-۱۷.۵ | - |
| ۶۳۱ | ≤0.09 | ≤۱.۰ | ≤۱.۰ | ≤0.030 | ≤0.035 | ۶.۵۰-۷.۷۵ | ۱۶.۰-۱۸.۰ | - |
| ۹۰۴ لیټره | ≤ ۲ .۰ | ≤0.045 | ≤۱.۰ | ≤0.035 | - | ۲۳.۰·۲۸.۰ | ۱۹.۰-۲۳.۰ | ۴.۰-۵.۰ |
| ۲۲۰۵ | ≤0.03 | ≤۱.۰ | ≤2.0 | ≤0.030 | ≤0.02 | ۴.۵-۶.۵ | ۲۲.۰-۲۳.۰ | ۳.۰-۳.۵ |
| ۲۵۰۷ | ≤0.03 | ≤0.8 | ≤۱.۲ | ≤0.035 | ≤0.02 | ۶.۰-۸.۰ | ۲۴.۰-۲۶.۰ | ۳.۰-۵.۰ |
| ۲۵۲۰ | ≤0.08 | ≤۱.۵ | ≤2.0 | ≤0.045 | ≤ ۰.۰۳ | ۰.۱۹ -۰. ۲۲ | ۰. ۲۴ -۰. ۲۶ | - |
| ۴۱۰ | ≤0.15 | ≤۱.۰ | ≤۱.۰ | ≤0.035 | ≤ ۰.۰۳ | - | ۱۱.۵-۱۳.۵ | - |
| ۴۳۰ | ≤0.1 ۲ | ≤0.75 | ≤۱.۰ | ≤ ۰.۰۴۰ | ≤ ۰.۰۳ | ≤0.60 | ۱۶.۰ -۱۸.۰ | |
د سړې رولینګ او د رولینګ وروسته د سطحې بیا پروسس کولو مختلف پروسس کولو میتودونو له لارې، د سټینلیس سټیل سطح پایبارs مختلف ډولونه لري.

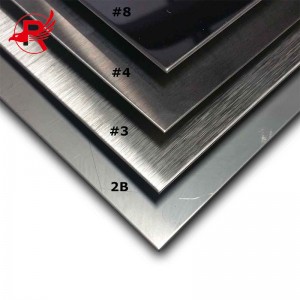
د سټینلیس سټیل پایپ د سطحې پروسس کولو کې نمبر 1، 2B، نمبر 4، HL، نمبر 6، نمبر 8، BA، TR سخت، ریرول شوی روښانه 2H، روښانه پالش کول او نور سطحي پایونه، او داسې نور شامل دي.
نمبر ۱: نمبر ۱ سطحه هغه سطحې ته اشاره کوي چې د سټینلیس سټیل پایپ د ګرم رولینګ وروسته د تودوخې درملنې او اچار کولو له لارې ترلاسه کیږي. دا د ګرم رولینګ او تودوخې درملنې په جریان کې د اچار کولو یا ورته درملنې میتودونو له لارې تولید شوي تور آکسایډ پیمانه لرې کول دي. دا نمبر ۱ سطحه پروسس کول دي. نمبر ۱ سطحه سپینه او میټ ده. په عمده توګه د تودوخې مقاومت لرونکي او زنګ وهلو مقاومت لرونکي صنعتونو کې کارول کیږي چې د سطحې چمک ته اړتیا نلري، لکه د الکولو صنعت، کیمیاوي صنعت او لوی کانټینرونه.
۲B: د ۲B سطحه د ۲D سطحې څخه توپیر لري ځکه چې دا د نرم رولر سره نرمه شوې ده، نو دا د ۲D سطحې څخه روښانه ده. د سطحې د ناهموارۍ Ra ارزښت چې د وسیلې لخوا اندازه کیږي 0.1~0.5μm دی، کوم چې د پروسس کولو ترټولو عام ډول دی. د سټینلیس سټیل پټې دا ډول سطحه خورا څو اړخیزه ده، د عمومي موخو لپاره مناسبه ده، کوم چې په پراخه کچه په کیمیاوي، کاغذ، پټرولیم، طبي او نورو صنعتونو کې کارول کیږي، او د ودانۍ د پردې دیوال په توګه هم کارول کیدی شي.
د TR سخت پای: د TR سټینلیس سټیل ته سخت فولاد هم ویل کیږي. د دې د فولادو نماینده ګي درجې 304 او 301 دي، دوی د هغو محصولاتو لپاره کارول کیږي چې لوړ ځواک او سختۍ ته اړتیا لري، لکه د ریل ګاډي موټرونه، کنویر بیلټونه، چشمې او ګازکیټونه. اصل دا دی چې د آسټینیتیک سټینلیس سټیل د کاري سختۍ ځانګړتیاو څخه کار واخیستل شي ترڅو د سړې کار کولو میتودونو لکه رولینګ لخوا د فولادو پلیټ ځواک او سختۍ زیاته کړي. سخت مواد د 2B اساس سطحې د نرم فلیټ ځای په ځای کولو لپاره د نرم رولینګ څخه څو سلنه څخه تر څو لس سلنې پورې کاروي، او د رولینګ وروسته هیڅ انیل نه ترسره کیږي. له همدې امله، د سخت موادو TR سخت سطح د سړې رولینګ وروسته رول شوی سطح دی.
بیا رول شوی روښانه 2H: د رول کولو پروسې وروسته. د سټینلیس سټیل پایپ به د روښانه انیل کولو سره پروسس شي. پایپ د دوامداره انیل کولو لاین لخوا په چټکۍ سره سړه کیدی شي. په لاین کې د سټینلیس سټیل پایپ د سفر سرعت شاوخوا 60m ~ 80m/min دی. د دې مرحلې وروسته، د سطحې پای به 2H بیا رول شوی روښانه وي.
نمبر ۴: د نمبر ۴ سطحه یو ښه پالش شوی سطحه ده چې د نمبر ۳ سطحې په پرتله روښانه ده. دا د سټینلیس سټیل سړې رول شوي سټینلیس سټیل پایپ د 2 D یا 2 B سطحې سره د اساس په توګه د پالش کولو او د 150-180# ماشین شوي سطحې د غلې اندازې سره د کثافاتو بیلټ سره پالش کولو سره هم ترلاسه کیږي. د وسیلې لخوا اندازه شوي د سطحې ناهموارۍ Ra ارزښت 0.2~1.5μm دی. د نمبر ۴ سطحه په پراخه کچه د رستورانت او پخلنځي تجهیزاتو، طبي تجهیزاتو، معمارۍ سینګار، کانټینرونو او نورو کې کارول کیږي.
HL: د HL سطحې ته عموما د ویښتو د کرښې پای ویل کیږي. د جاپان د JIS معیار دا په ګوته کوي چې د 150-240# د کثافاتو بیلټ د ترلاسه شوي دوامداره کثافاتو سطحې پالش کولو لپاره کارول کیږي. د چین د GB3280 معیار کې، مقررات خورا مبهم دي. د HL سطحې پای اکثرا د ودانیو د سينګار لپاره کارول کیږي لکه لفټونه، ایسکلیټرونه، او مخونه.
شپږم نمبر: د شپږم نمبر سطحه د څلورم نمبر سطحې پر بنسټ ولاړه ده او د ټیمپیکو برش یا د کثافاتو موادو سره نور پالش شوې ده چې د W63 ذرې اندازه لري چې د GB2477 معیار لخوا مشخص شوې ده. دا سطحه ښه فلزي چمک او نرم فعالیت لري. انعکاس کمزوری دی او عکس نه منعکس کوي. د دې ښه ملکیت له امله، دا د پردې دیوالونو جوړولو او د څنډې سینګار جوړولو لپاره خورا مناسب دی، او همدارنګه په پراخه کچه د پخلنځي لوښو په توګه کارول کیږي.
BA: BA هغه سطحه ده چې د سړې رولینګ وروسته د روښانه تودوخې درملنې لخوا ترلاسه کیږي. د روښانه تودوخې درملنه د محافظتي فضا لاندې انیل کول دي چې تضمین کوي چې سطح اکسیډیز شوی نه وي ترڅو د سړې رول شوي سطح چمک وساتي، او بیا د سطحې روښانتیا ښه کولو لپاره د رڼا سطح کولو لپاره د لوړ دقیق سموټینګ رول وکاروئ. دا سطح د عکس پای ته نږدې ده، او د سطحې ناهموارۍ Ra ارزښت چې د وسیلې لخوا اندازه کیږي 0.05-0.1μm دی. د BA سطحه د کارولو پراخه لړۍ لري او د پخلنځي لوښو، کورني وسایلو، طبي تجهیزاتو، موټرو پرزو او سینګارونو په توګه کارول کیدی شي.
نمبر ۸: نمبر ۸ د هنداره پای ته رسېدلې سطحه ده چې د کثافاتو دانو پرته تر ټولو لوړ انعکاس لري. د سټینلیس سټیل ژور پروسس کولو صنعت د 8K پلیټونو په نوم هم یادیږي. عموما، د BA مواد یوازې د ګرینډینګ او پالش کولو له لارې د هنداره پای ته رسولو لپاره د خامو موادو په توګه کارول کیږي. د هنداره پای ته رسولو وروسته، سطحه هنري ده، نو دا ډیری وخت د ودانۍ د ننوتلو سینګار او داخلي سینګار کې کارول کیږي.
د تولید اصلي پروسه: ګرد فولاد → بیا تفتیش → پوستکی کول → خالي کول → مرکز کول → تودوخه → سوراخ کول → اچار کول → فلیټ سر → تفتیش او پیس کول → سړه رولینګ (سړه انځور کول) → کمول → د تودوخې درملنه → مستقیم کول → د پایپ پرې کول (په اوږدوالي ثابت) ) → اچار کول/پیسویشن → د بشپړ شوي محصول تفتیش (د ایډي جریان، الټراسونک، د اوبو فشار) → بسته بندي او ذخیره کول.
۱. د فولادو ګرد پرې کول: د خامو موادو له ګودام څخه د ګردي فولادو ترلاسه کولو وروسته، د پروسې اړتیاو سره سم د ګردي فولادو د پرې کولو اوږدوالی محاسبه کړئ، او په ګردي فولادو باندې یوه کرښه رسم کړئ. فولاد د فولادو درجې، د تودوخې شمیرې، د تولید بیچ شمیرې او مشخصاتو سره سم ځای پرځای شوي، او پایونه یې د مختلفو رنګونو رنګونو سره توپیر لري.
۲. مرکز کول: کله چې د کراس آرم ډرلینګ ماشین مرکز کړئ، لومړی د ګردي فولادو په یوه برخه کې د مرکز نقطه ومومئ، د نمونې سوري وباسئ، او بیا یې د مرکز کولو لپاره د ډرلینګ ماشین میز کې په عمودي ډول تنظیم کړئ. د مرکز کولو وروسته ګردي بارونه د فولادو درجې، تودوخې شمیرې، مشخصاتو او د تولید بیچ شمیرې سره سم ځای پرځای شوي دي.
۳. پوستکی کول: د راتلونکو موادو د تفتیش له تیریدو وروسته پوستکی کول ترسره کیږي. په پوستکی کولو کې د پوستکی پاکول او د څرخیدونکي څاڅکي پرې کول شامل دي. د څرخیدونکي څاڅکي د یو کلیمپ او یو سر د پروسس کولو میتود په واسطه په پوستکی باندې ترسره کیږي، او د څرخیدونکي څاڅکي پرې کول د ماشین وسیلې باندې د ګرد فولاد ځړولو لپاره دي. څرخیدنه ترسره کړئ.
۴. د سطحې تفتیش: د خلاص شوي ګردي فولادو کیفیت معاینه ترسره کیږي، او د سطحې موجوده نیمګړتیاوې په نښه کیږي، او د ګرینډینګ پرسونل به یې تر هغه وخته پورې ګرینډ کړي تر څو چې دوی وړ نه وي. هغه ګردي بارونه چې تفتیش یې تیر کړی وي د فولادو درجې، تودوخې شمیرې، مشخصاتو او د تولید بیچ شمیرې سره سم په جلا توګه راټول شوي دي.
۵. د فولادو ګرد تودوخه: د فولادو ګرد تودوخه تجهیزاتو کې د ګاز څخه ډک د زړه بټۍ او د ګاز څخه ډک د بکس ډوله فرنس شامل دي. د ګاز څخه ډک د زړه بټۍ په لویو بستونو کې د تودوخې لپاره کارول کیږي، او د ګاز څخه ډک د بکس ډوله فرنس په کوچنیو بستونو کې د تودوخې لپاره کارول کیږي. کله چې فرنس ته ننوځي، د فولادو مختلف درجې، د تودوخې شمیرې او مشخصات ګرد بارونه د زاړه بهرني فلم لخوا جلا کیږي. کله چې ګرد بارونه تودوخه شي، ټرنرونه د بارونو د ګرځولو لپاره ځانګړي وسایل کاروي ترڅو ډاډ ترلاسه شي چې ګرد بارونه په مساوي ډول تودوخه شوي.
۶. ګرم رولینګ سوری کول: د سوری کولو واحد او د هوا کمپرسور وکاروئ. د سوراخ شوي ګردي فولادو د ځانګړتیاوو سره سم، اړونده لارښود پلیټونه او مولیبډینم پلګونه غوره شوي، او ګرم شوي ګردي فولاد د سوراخ کونکي سره سوری شوي، او سوري شوي فاضله پایپونه په تصادفي ډول حوض ته د بشپړ یخولو لپاره ورکول کیږي.
۷. تفتیش او ګرینډینګ: وګورئ چې د فاضله پایپ داخلي او بهرنۍ سطحې نرمې او نرمې دي، او باید د ګل پوستکي، درزونه، انټرپرتونه، ژورې کندې، د تار جدي نښې، برج اوسپنه، فریټرونه، باوتو او سیکل سرونه شتون ونلري. د فاضله پایپ سطحې نیمګړتیاوې د ځایی ګرینډینګ میتود له لارې له منځه وړل کیدی شي. هغه فاضله پایپونه چې تفتیش یې تیر کړی وي یا هغه چې د ترمیم او ګرینډینګ وروسته د کوچنیو نیمګړتیاوو سره تفتیش تیر کړی وي باید د ورکشاپ بنډلرانو لخوا د اړتیاو سره سم بنډل شي، او د فولادو درجې، فرنس شمیره، مشخصاتو او د فاضله پایپ د تولید بیچ شمیرې سره سم سټیک شي.
۸. سیده کول: د سوراخ کولو ورکشاپ کې راتلونکي فاضله پایپونه په بنډلونو کې بسته شوي دي. د راتلونکي فاضله پایپ شکل کږه دی او باید مستقیم شي. د مستقیم کولو تجهیزات عمودی مستقیم کولو ماشین، افقی مستقیم کولو ماشین او عمودی هیدرولیک پریس دي (کله چې د فولادو پایپ لوی منحنی وي د مخکینۍ مستقیم کولو لپاره کارول کیږي). د مستقیم کولو پرمهال د فولادو پایپ د ټوپ کولو څخه مخنیوي لپاره، د نایلان آستین کارول کیږي ترڅو د فولادو پایپ محدود کړي.
۹. د پایپ پرې کول: د تولید پلان سره سم، د فاضله موادو مستقیم پایپ باید سر او لکۍ پرې شي، او کارول شوي تجهیزات د پیس کولو څرخ پرې کولو ماشین دی.
۱۰. اچار کول: د فولادو مستقیم پایپ باید اچار شي ترڅو د فاضله پایپ په سطحه د اکسایډ پیمانه او ناپاکۍ لرې شي. د فولادو پایپ د اچار کولو په ورکشاپ کې اچار کیږي، او د فولادو پایپ ورو ورو د اچار کولو لپاره د اچار کولو ټانک ته د موټر چلولو له لارې پورته کیږي.
۱۱. ګرینډینګ، انډوسکوپي معاینه او داخلي پالش کول: هغه فولادي پایپونه چې د اچار کولو لپاره وړ دي د بهرنۍ سطحې ګرینډینګ پروسې ته ننوځي، پالش شوي فولادي پایپونه د انډوسکوپي معاینې تابع کیږي، او هغه غیر مسلکي محصولات یا پروسې چې ځانګړي اړتیاوې لري باید په داخلي توګه پالش شي.
۱۲. د سړې رولینګ پروسه/د سړې انځورګرۍ پروسه
سړه رولینګ: د فولادو پایپ د سړې رولینګ مل د رولونو په واسطه رول کیږي، او د فولادو پایپ اندازه او اوږدوالی د دوامداره سړې خرابوالي له امله بدلیږي.
سړه رسم: د فولادو پایپ د سړې رسم ماشین سره فلیر شوی او دیوال کم شوی دی پرته له دې چې د فولادو پایپ اندازه او اوږدوالی بدل کړي. د سړې رسم شوي فولادو پایپ لوړ ابعادي دقت او ښه سطحي پای لري. زیان یې دا دی چې پاتې فشار لوی دی، او د لوی قطر سړې رسم شوي پایپونه ډیری وختونه کارول کیږي، او د بشپړ شوي محصول جوړولو سرعت ورو دی. د سړې رسم کولو ځانګړې پروسه کې شامل دي:
① د ویلډینګ سر: د سړې نقاشۍ دمخه، د فولادو پایپ یوه پای باید د نقاشۍ پروسې لپاره چمتو کولو لپاره سر (د کوچني قطر فولادو پایپ) یا د ویلډینګ سر (د لوی قطر فولادو پایپ) وي، او د ځانګړي مشخصاتو فولادو پایپ لږ مقدار باید تودوخه شي او بیا سر شي.
② غوړول او پخول: د سر (ویلډینګ سر) وروسته د فولادو پایپ د سړې نقاشۍ دمخه، د فولادو پایپ داخلي سوري او بهرنۍ سطحه باید غوړ شي، او د فولادو پایپ چې د غوړ سره پوښل شوی وي باید د سړې نقاشۍ دمخه وچ شي.
③ سړه نقاشي: د غوړ وچولو وروسته د فولادو پایپ د سړې نقاشۍ پروسې ته ننوځي، او هغه تجهیزات چې د سړې نقاشۍ لپاره کارول کیږي د زنځیر سړې نقاشۍ ماشین او د هیدرولیک سړې نقاشۍ ماشین دي.
۱۳. د ګریس کولو کمول: د ګریس کولو کمول موخه د مینځلو وروسته د فولادو پایپ داخلي دیوال او بهرنۍ سطحې سره تړل شوي رولینګ تیل لرې کول دي، ترڅو د انیل کولو پرمهال د فولادو سطحه ککړه نشي او د کاربن زیاتوالي مخه ونیول شي.
۱۴. د تودوخې درملنه: د تودوخې درملنه د بیا کریسټال کولو له لارې د موادو شکل بیرته راګرځوي او د فلز د خرابوالي مقاومت کموي. د تودوخې درملنې تجهیزات د طبیعي ګاز محلول د تودوخې درملنې فرنس دی.
۱۵. د بشپړو شویو محصولاتو اچار کول: د فولادو پایپونه د پرې کولو وروسته د سطحې د غیر فعالولو لپاره د بشپړ شوي اچار سره مخ کیږي، ترڅو د فولادو پایپونو په سطحه د اکسایډ محافظتي فلم جوړ شي او د فولادو پایپونو غوره فعالیت لوړ کړي.
۱۶. د بشپړ شوي محصول تفتیش: د بشپړ شوي محصول تفتیش او ازموینې اصلي پروسه د میټر تفتیش → ایډي پروب → سوپر پروب → د اوبو فشار → د هوا فشار دی. د سطحې تفتیش په عمده توګه په لاسي ډول د دې لپاره دی چې وګوري چې ایا د فولادو پایپ په سطحه کې نیمګړتیاوې شتون لري، ایا د فولادو پایپ اوږدوالی او د بهرني دیوال اندازه وړ ده؛ د ایډي کشف په عمده توګه د ایډي اوسني نیمګړتیا کشف کونکي کاروي ترڅو وګوري چې ایا په فولادو پایپ کې نیمګړتیاوې شتون لري؛ سوپر کشف په عمده توګه د الټراسونیک نیمګړتیا کشف کونکي کاروي ترڅو وګوري چې ایا د فولادو پایپ دننه یا بهر درز شوی دی؛ د اوبو فشار، د هوا فشار د هیدرولیک ماشین او د هوا فشار ماشین څخه کار اخیستل دي ترڅو معلومه کړي چې ایا د فولادو پایپ اوبه یا هوا لیکي، ترڅو ډاډ ترلاسه شي چې د فولادو پایپ په ښه حالت کې دی.
۱۷. بسته بندي او ګودام: هغه فولادي پایپونه چې تفتیش یې تېر کړی وي د بشپړ شوي محصول د بسته بندۍ ساحې ته د بسته بندۍ لپاره ننوځي. د بسته بندۍ لپاره کارول شوي توکي د سوري سرونه، پلاستيکي کڅوړې، د مار پوستکي ټوکر، د لرګیو تختې، د سټینلیس سټیل بیلټونه او نور شامل دي. د پوښل شوي فولادي پایپ د دواړو سرونو بهرنۍ سطحه د کوچنیو لرګیو تختو سره پوښل شوې ده، او بهرنۍ سطحه د سټینلیس سټیل بیلټونو سره تړل شوې ده ترڅو د ترانسپورت پرمهال د فولادي پایپونو ترمنځ د تماس مخه ونیسي او د ټکر لامل شي. بسته شوي فولادي پایپونه د بشپړ شوي محصول د بسته بندۍ ساحې ته ننوځي.
بسته بندي عموما بربنډ وي، د فولادو تار تړلی وي، ډېر قوي وي.
که تاسو ځانګړي اړتیاوې لرئ، تاسو کولی شئ د زنګ ضد بسته بندي وکاروئ، او ډیر ښکلی.

ترانسپورت:ایکسپریس (د نمونې تحویلي)، هوا، ریل، ځمکه، سمندري بار وړل (FCL یا LCL یا بلک)


زموږ پیرودونکی

پوښتنه: ایا ua جوړونکی دی؟
ځواب: هو، موږ د چین د تیانجین ښار په داقیوژوانګ کلي کې د سرپل فولادو ټیوب جوړونکي یو.
پوښتنه: ایا زه یوازې څو ټنه د آزموینې امر ترلاسه کولی شم؟
الف: البته. موږ کولی شو ستاسو لپاره کارګو د LCL خدمت سره ولیږو. (د کانټینر بار کم)
پوښتنه: آیا تاسو د تادیې غوره والی لرئ؟
A: د لوی امر لپاره، د 30-90 ورځو L/C د منلو وړ کیدی شي.
پوښتنه: که نمونه وړیا وي؟
A: نمونه وړیا، مګر پیرودونکی د بار وړلو لپاره پیسې ورکوي.
پوښتنه: آیا تاسو د سرو زرو عرضه کوونکي یاست او د سوداګرۍ تضمین کوئ؟
الف: موږ اووه کاله سړه عرضه کوونکی یو او د سوداګرۍ تضمین منو.